Pharmaceutical
High-Purity Vitamin Ingredients for Pharmaceutical Applications.
Why Choose Pharmaceutical?
We offer a comprehensive range of pharmaceutical-grade vitamins manufactured to meet the highest standards of quality, purity, and regulatory compliance. Our vitamin ingredients are widely used in prescription medicines, over-the-counter products, nutraceuticals, injectables, oral solid dosage forms, and specialty pharmaceutical formulations. With decades of manufacturing expertise and a commitment to quality, we provide reliable vitamin ingredients supported by comprehensive technical documentation, consistent supply, and regulatory assistance for global markets.
Product Portfolio
We offer a comprehensive portfolio of pharmaceutical chemicals designed to support pharmaceutical manufacturing, laboratory research, and healthcare industries.
L-Glycine
Formula: C₂H₅NO₂
CAS Number: 56-40-6
L-Lysine
Formula: C₆H₁₄N₂O₂
CAS: 56-87-1
L-Methionine
Formula: C₅H₁₁NO₂S
CAS: 63-68-3
L-Threonine
Formula: C₄H₉NO₃
CAS: 72-19-5
L-Tryptophan
Formula: C₁₁H₁₂N₂O₂
CAS: 72-22-3
Taurine
Formula: C₂H₇NO₃S
CAS: 107-35-7
Key Benefits
Our pharmaceutical chemicals are selected to help manufacturers maintain high-quality production standards while ensuring operational efficiency and product consistency. Every ingredient undergoes strict quality checks to meet global regulatory requirements and industry benchmarks. We work closely with our partners to deliver dependable supply, technical support, and documentation that streamline every stage of production.

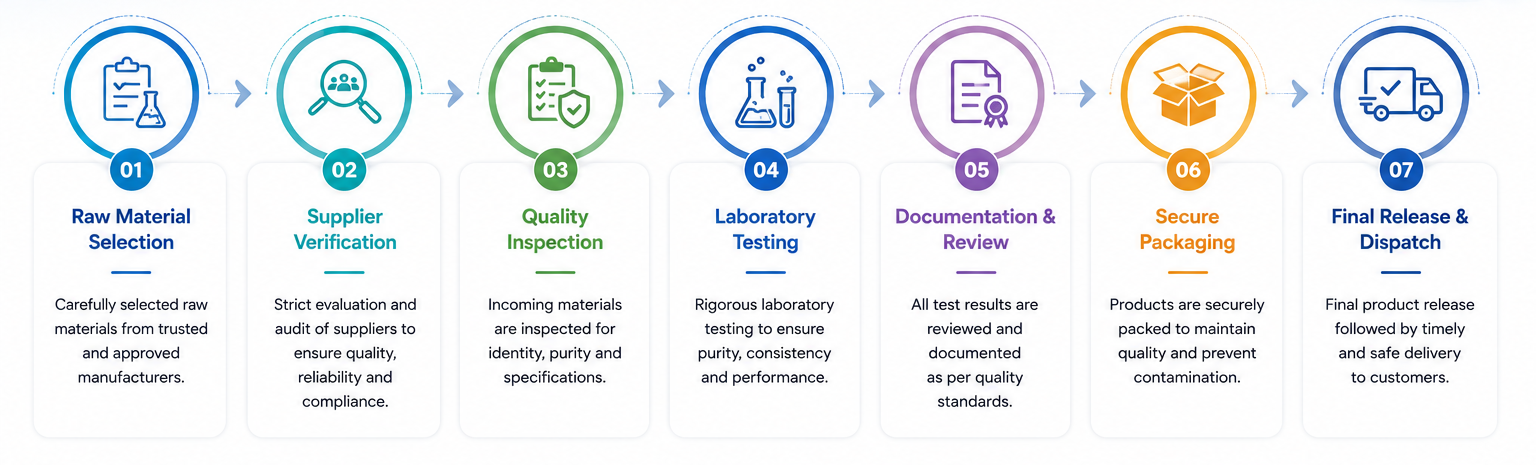
Quality Assurance
Every product is manufactured under stringent quality systems and complies with applicable international standards. Supporting documentation is available based on product requirements. Our facilities are regularly audited to ensure consistent compliance with evolving regulatory guidelines. We remain committed to transparency, traceability, and quality at every stage of the supply chain.
Applications Across Industries
Our pharmaceutical chemicals are widely used across healthcare, life sciences, and research sectors, supporting critical manufacturing and innovation. Large-scale production, our ingredients help ensure consistent performance and regulatory compliance at every stage. We continue to invest in quality and innovation to meet the evolving needs of our partners worldwide.
- ✔Pharmaceutical Manufacturing
- ✔Biotechnology
- ✔Research Laboratories
- ✔ Healthcare & Medical Devices
- ✔ Analytical Testing
- ✔Academic Research
| Professional Accreditations